- Call Us : +91 7276078625
Thermal Sand Reclamation Plant
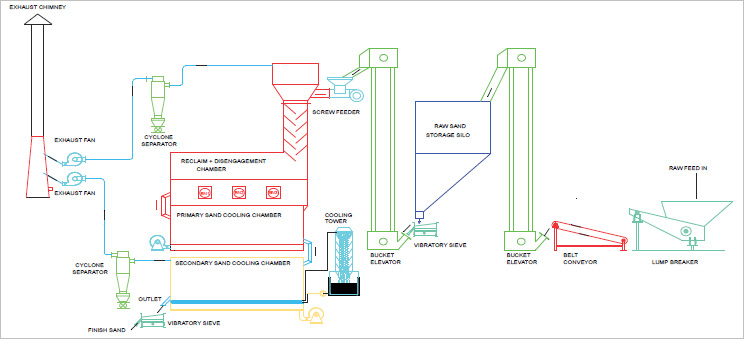
Thermal sand reclaimation of waste foundry sand can be realized cost effectively. The resultant sand is generally cleaner than new sand and results in improved casting quality. The 5% sand that is lost during the reclamation process is free of organic contamination and is collected in a cyclone and dust collector.
Thermal reclamation is becoming more widely used in foundry industry. This process heats the sand to the point where organic materials, including the binders, Resins are driven off. This process can return the sand to an ‘as new’ state, allowing it to be used for core making. The cost of Thermally Reclaimed sand is almost 35% to the new sand cost.
- Economical
- Environmental
- Technical
Economically : The foundries desire to reduce the total sand cost which includes purchase cost, freight cost, and disposal costs. While the purchase cost of sand has gone up by more than 50% in the last 10 years, freight costs have gone up by well over 40%. The cost of 1 ton of sand is made up of purchase price, freight, unloading cost, transport cost in the foundry, and finally disposal cost. In some foundries they must not only pay for loading and unloading discard sand, but after a long distance haul they must pay a dumping fee.
Environmentally : It is becoming more and more difficult to dispose of great quantities of material into the ground. Agencies of the Local, State, and central Governments want to know what chemicals are in all refuse and what amount might leach out from the sand. This interest is not only in the public dumps but on the foundry’s own property. If the foundry is in a flood plain, materials they dump can have an effect on water supplies many miles away. In addition to the environmental plus of reclamation, the process is of value from the conservation point. The deposits of high quality sand will last longer if they are used more efficiently.
Technically : Reclamation sand is helping to reduce binders and catalyst. There are some indications that better castings can be made when rather large variations in impurity levels and screen analysis are minimized in an enclosed reclaimed sand loop. In many reclaim sand trials, when the sand has been cleaned to a proper level, the casting results are as good, if not better than in all new sand. One explanation for this would be the idea of “survival of the fittest”. On consecutive molding/pouring cycles, sand grains receive thermal shock from the pouring of molten metal into the casting cavity. The scrubbing of the individual grains occurs during transporting of the sand in the reclaimed as it moves from cell to cell. Sand grains with poor chemical structure or poor cleavage planes will fracture and the fragments in turn must be removed by dust collection. There is some data that shows repeated heating and cooling of Silica sand grains will produce a lower grain expansion. In many cases castings with better dimensional control have been made in reclaimed sand.
Ideally a sand reclamation plant would process used foundry sand at a maximum yield and return the sand in such a state as to be suitable for reuse with any binder system with no defects on the castings, and do all this at an economical cost. It is not possible in any single system to take all types of binder systems and to reclaim them and use them in any other system.
